PWI、Cpk 和 Ppk 在热处理炉温度均匀性管理方面的比较在热处理炉的温度均匀性管理中,温度均匀性调查(Temperature Uniformity Survey, TUS)是核心工具,用于验证炉内温度分布是否符合规格(如AMS2750H或CQI-9标准下的偏差公差)。这直接影响产品质量,如材料的硬度、微观结构和变形控制。PWI(Process Window Index,过程窗口指数)、Cpk(过程能力指数)和Ppk(过程性能指数)是评估过程能力的统计指标,但它们的设计焦点、计算方法和适用性不同。下面从定义、计算、优势、局限性和在热处理炉温度均匀性中的有效性进行对比,最终评估哪个更能反映炉子性能好坏。
1. 指标定义和计算概述
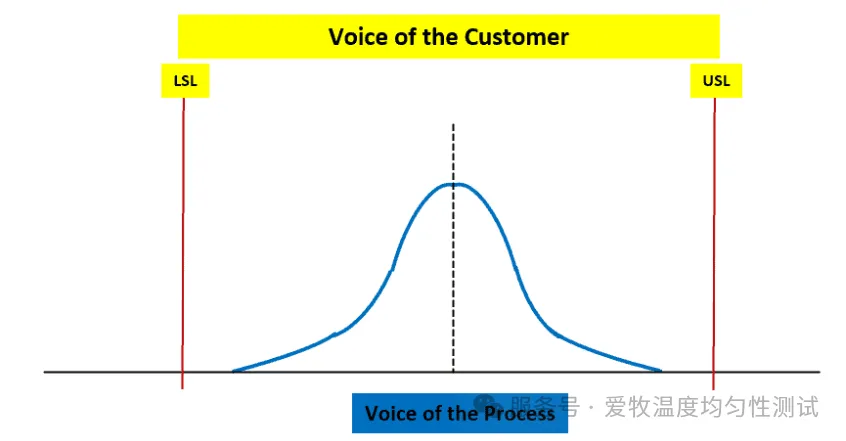
- PWI:专为热过程(如回流焊接或热处理)设计的指标,量化过程如何利用规格窗口(Process Window)的鲁棒性。规格窗口定义了关键参数的上限(USL)和下限(LSL),如温度偏差、升温速率或峰值温度。PWI规范化数据到0%-100%尺度:0%表示过程居中(理想),100%表示边缘(临界),>100%表示超出(不合格)。计算基于每个变量的偏差比率,取最大值:
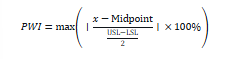
其中Midpoint是规格中心,x是实际值。较低PWI(如<70%)表示过程鲁棒,缓冲大。
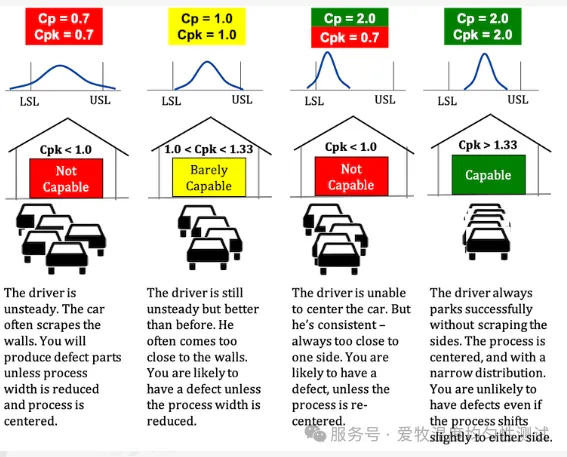
- Cpk:过程能力指数,评估短期过程能力,假设过程稳定(无特殊变异)。它考虑过程均值偏移和短期标准差(within-subgroup σ),用于预测潜在性能。计算:
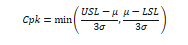
Ppk:过程性能指数,评估长期过程性能,使用整体标准差(overall σ,包括短期+长期变异、特殊原因)。它更现实地反映实际运行。计算类似Cpk,但σ基于所有数据:
如果过程稳定,Ppk ≈ Cpk;否则Ppk < Cpk。
2. 在热处理炉温度均匀性管理中的应用热处理炉温度均匀性涉及空间(炉内多点偏差)和时间(曲线动态,如升温、保温、冷却)维度。TUS数据(如温度偏差±5°C)可作为输入评估过程能力。这些指标应用于监控参数如峰值温度、均匀性范围(最高-最低温度)和冷却速率,确保符合标准(如CQI-9过程表)。
- PWI的应用:在热处理中,PWI整合多变量温度曲线(如斜率、峰值、保温时间),评估整个过程窗口利用率。适用于连续或批次炉,量化鲁棒性。例如,在油淬火或涂层烘烤中,PWI<50%表示过程居中,缓冲大,能容忍炉子变异(如热屏障漂移)。它直接处理热过程的动态性质,便于优化。
- Cpk的应用:用于短期TUS数据,评估稳定过程的潜在能力。例如,在控制图数据中计算温度偏差的Cpk>1.33表示炉子短期内能符合均匀性公差。但忽略长期变异,如炉子老化或批次差异。
- Ppk的应用:基于长期数据(如多批TUS),包括所有变异(特殊原因如维护问题)。在热处理中,Ppk捕捉炉子漂移、环境变化,评估实际性能。例如,Ppk< Cpk表示过程不稳定,需要改进。
3 有效性对比以下表格总结对比(基于热处理炉场景):
| 对比方面 | PWI | Cpk | Ppk |
| 焦点 | 过程窗口利用率和鲁棒性(动态曲线) | 短期能力(稳定假设) | 长期性能(实际变异) |
| 优势 | 单一指标整合多变量;规范化易比较;专为热过程设计,考虑缓冲;快速优化TUS曲线。 | 预测潜在性能;易于控制图集成;基准值清晰(>1.33优秀) | 反映真实性能,包括长期漂移;更保守,避免高估。 |
| 局限性 | 依赖准确窗口定义;不直接处理统计变异;更适合动态过程而非静态测量。 | 预测潜在性能;易于控制图集成;基准值清晰(>1.33优秀) | 需要大量数据;较低值可能夸大问题;不预测潜在改进。 |
| 在温度均匀性中的有效性 | 高:直接评估曲线鲁棒,适合TUS多点数据;量化缓冲,预测缺陷(如不均导致变形)。在热处理研究中用于优化碳氛围控制。 | 中等:短期评估均匀性,但忽略炉子长期变异(如密封问题),可能误导维护决策。 | 高:捕捉实际变异,适合长期监控;更好地反映炉子性能稳定性(如Pp/Ppk用于硬度/深度评估)。 |
4. 哪个更能反映热处理炉的性能好坏?PWI更能反映热处理炉的性能好坏,特别是在温度均匀性管理中。因为热处理炉涉及动态热过程(温度曲线而非静态点),PWI专为这类过程设计,能整合多参数(如均匀性范围、偏差、不确定度)成单一鲁棒指标,快速识别优化点(如调整加热元件以降低PWI)。它强调过程缓冲,预测实际缺陷风险(如不均温度导致产品硬度变异>10%),并与TUS无缝结合。 相比之下,Cpk适合短期基准,但忽略长期变异,无法全面反映炉子实际性能(如漂移导致的均匀性下降)。Ppk虽更现实(捕捉长期变异),但作为通用指标,不如PWI针对热过程的动态性。
在实践中,结合使用(如PWI优化曲线,Ppk监控长期)最佳,但PWI的专属性使其在热处理炉中更具优势。
