摘要:发泡陶瓷作为轻质、多孔、隔热、防火的绿色建材,在建筑保温、隔音等领域应用广泛,但烧成过程中加工开裂、排气泡、孔径不均三大难点长期制约生产成本与产品品质。本文综合邓波《发泡陶瓷工艺难点及解决方案》、韩复兴《关于发泡陶瓷的一些答疑》、张鑫《一种超白低温发泡陶瓷的实验研究》、张祥飞《以MnO₂为发泡剂、Na₂B₄O₇为助熔剂制备煤矸石基发泡陶瓷的研究》等文献,以及互联网上窑炉优化、固废利用、低温烧成等最新资料,从烧成原理、难点成因、温度制度、退火设计、发泡剂/助熔剂选择、窑炉选型、原料标准化等方面提出系统优化建议,旨在降低能耗、提升产品均匀性与加工性能,实现节能降耗与高质量发展。

1 引言
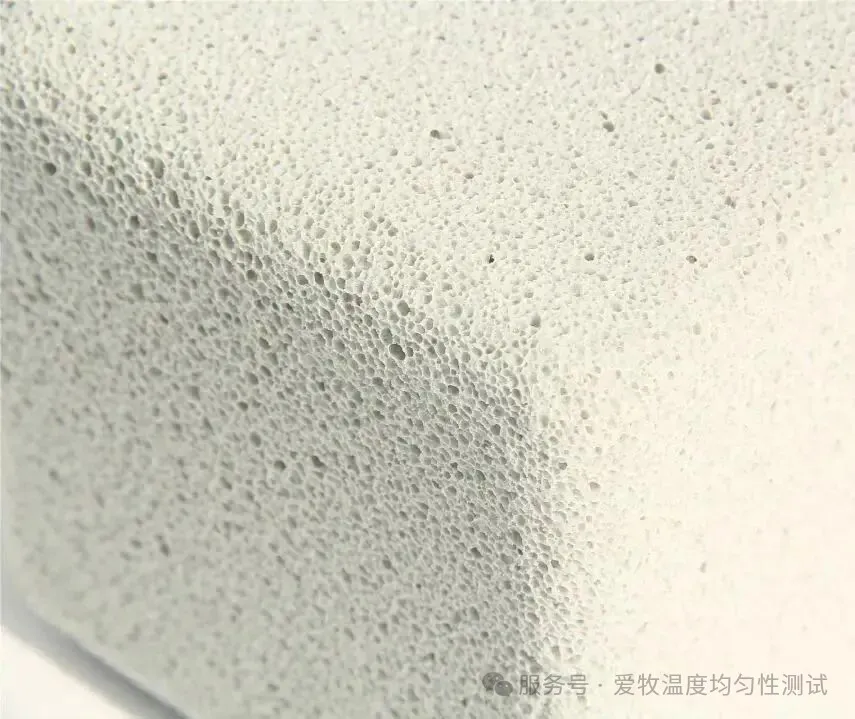
发泡陶瓷本质上是高温熔融的玻璃相基体中保留发泡剂分解气体形成的闭孔或开孔结构,其宏观性能完全取决于微观结构。邓波指出,发泡陶瓷物相中非晶相(玻璃相)占比高达94±2%,更接近熔体而非传统陶瓷,因此烧成工艺必须借鉴玻璃生产理论,而非单纯陶瓷思维。
当前行业痛点突出:12cm厚板加工时易崩角开裂(永久应力过大)、内部大孔排气泡(盐类分解滞后)、孔径不均(发泡时机与粘度不匹配)。韩复兴分析,国内发泡陶瓷产业兴于2017年,却因能耗高(辊道窑天然气单位能耗约120m³/m³)、原料不均、产品同质化而面临困境。2026年数据表明,采用固废(如玻璃废料、煤矸石)低温烧成可将温度从1200℃降至850℃,节能超30%,经济效益显著。
优化烧成工艺的核心是“控温、控应力、控气泡、控均匀”。通过精确设计升温-发泡-保温-退火-冷却曲线,结合新型发泡剂/助熔剂、窑炉结构改进,可实现密度0.2-0.6g/cm³、孔隙率70%-90%、导热系数<0.1W/(m·K)的稳定产品。本文提出针对性建议,助力产业绿色转型。
2 发泡陶瓷烧成过程原理
发泡陶瓷烧成分为预热、熔融发泡、保温稳泡、冷却退火四阶段。原料(硅质、铝质固废)在高温下形成粘度适中的玻璃熔体,发泡剂(如SiC氧化生成CO/CO₂,或MnO₂分解生成O₂)在熔体粘度窗口内释放气体,形成气泡。气泡生长受熔体粘度、表面张力、气体压力平衡控制。
张祥飞研究显示,MnO₂在480-650℃分解为MnO+O₂,Na₂B₄O₇作为助熔剂(熔点741℃)降低软化温度,促进液相形成,加速颗粒扩散,形成连续烧结体。邓波强调,90%玻璃相决定了产品类似玻璃:冷却时内外温差产生永久应力(拉应力最大值在板中心),公式为σ=6.3V(d²-3y²)(V为冷却速度,d为半厚,y为距中心距离)。冷却过快,中心拉应力过大,导致自爆或加工开裂。
互联网资料补充:发泡时机关键在熔体粘度10³-10⁵Pa·s区间,温度过低气泡难形成,过高则塌陷。固废基原料(如玻璃废料含72%SiO₂、11%Na₂O)本身低熔点,利于低温发泡。

3 主要工艺难点及成因
3.1 加工性能问题(内应力导致开裂)
邓波指出,12cm厚板对剖时崩角、变形,根本原因是永久应力过大。玻璃相占比高,未退火的板材堆放10天即粉碎性自爆,裂纹指向应力集中点(类似玻璃自爆)。隧道窑冷却慢(2-3倍辊道窑),加工性能较好,但仍存中心拉应力;辊道窑冷却5-6h,永久应力更大。
成因:冷却速度V直接影响应力,中心y=0处σ最大;Al₂O₃含量18%使膨胀系数变化范围扩大,退火温度高于普通玻璃480-550℃。
3.2 排气泡问题
产品厚度方向中间出现大孔,孔壁光滑、不规则。成因:原料中盐类(如碳酸盐)分解不及时,进入熔融阶段后继续分解,气体无法逸出,在粘度高的熔体中形成封闭大泡。棚板缝上方也易出现,说明局部温差加剧。
3.3 发泡孔径不均匀
孔径大小不一、分布不均,导致密度波动、强度低。成因:发泡剂分散不均、升温速率不当(过快导致局部过热塌陷)、熔体粘度窗口窄、冷却不均。
互联网专利CN110511038A显示,>1000℃后降低升温速率可促进SiC/MnO₂充分分解,提升均匀性。

4 烧成制度的核心优化方向
发泡陶瓷的烧成过程远非简单的“加热-保温-冷却”,而是一个需要精确控制物理化学反应的复杂过程。其优化应围绕以下三个阶段展开:
4.1 预热与氧化分解阶段 (室温 ~ 600°C):
4.1.1 目标:确保坯体内的水分、有机物及部分盐类充分、平稳地排出,避免在后续高温熔融阶段因气体突然释放而形成“排气泡”。
4.1.2措施:根据邓波和张祥飞的研究,此阶段应保证足够的时间和适当的升温速率。过快的升温会导致坯体内外温差过大,内部气体无法及时排出,最终被封闭在熔融层下形成大孔。建议采用阶梯式或缓坡式升温,并在关键温度点(如300-500°C)设置保温平台。
4.2高温发泡与玻化阶段 (600°C ~ 最高烧成温度):
4.2.1目标:在此阶段,坯体软化形成具有一定粘度的玻璃相,同时发泡剂(如SiC或MnO₂)分解产生气体,形成均匀、稳定的气孔结构。
4.2.2措施:
4.2.2.1精准控温:最高烧成温度是决定孔径大小和密度的关键。张祥飞的研究表明,对于煤矸石基发泡陶瓷,1180°C 是一个较优的平衡点。温度过高会导致孔壁变薄、强度下降甚至塌陷;温度过低则发泡不充分。必须通过随窑测温等手段,确保窑内实际温度与设定曲线高度一致。
4.2.2.2优化保温时间:保温时间影响气孔的合并与稳定。张祥飞的实验显示,30分钟的保温时间能获得较好的综合性能。时间过短,气孔未充分发育;时间过长,气孔过度合并导致孔径不均。
4.2.2.3原料与配方协同:张鑫的研究证明,通过引入低温助熔剂(如废玻璃粉),可将烧成温度从常规的1150-1200°C大幅降低至850°C左右,节能效果显著。这要求对原料的矿物组成和助熔剂的配比进行精细设计。
4.3 冷却与退火阶段 (最高烧成温度 ~ 室温):
4.3.1目标:这是解决加工性能差和后期自爆问题的核心环节。发泡陶瓷含有高达90%的玻璃相,其冷却行为遵循玻璃退火原理。
4.3.2措施(借鉴邓波的玻璃工艺理论):
4.3.2.1识别退火温度区间:发泡陶瓷的退火温度范围因其高Al₂O₃含量而高于普通玻璃,可能在550-700°C甚至更高。必须通过热膨胀系数测试来确定具体产品的退火区间。
4.3.2.2实施针对性退火:在退火温度区间内,必须严格控制降温速率,使其缓慢而均匀地冷却,以最大限度地消除内部永久应力。辊道窑虽冷却快,但可通过在此区间增加冷却风管调控或延长该段窑体长度来实现;隧道窑虽整体冷却慢,但也需确保退火区间的温度均匀性。
4.3.2.3其余阶段可快速冷却:在退火区间之外,可适当加快冷却速度以提高生产效率,只要产生的暂时应力不足以导致产品开裂即可。

5 发泡剂与助熔剂的选择
5.1发泡剂:传统SiC(氧化发泡),但需>1100℃;MnO₂分解型(480-650℃),张祥飞证明氧气促进孔隙率提升,隔热性能优。添加量8%,结合煤矸石70%+钾长石30%。
5.2助熔剂:Na₂B₄O₇降低软化温,促进液相,加速烧结;硅酸钠、碳酸钠助低温熔融。玻璃废料本身含Na₂O、CaO为天然助熔剂。
5.3优化:发泡剂+稳泡剂(0.3%碳酸钙)协同,分散均匀(球磨170min,料球比3:1)。互联网显示,微纳米技术保证原料标准化,减少浪费。
6 窑炉选择与设计
6.1辊道窑:连续、高效,适合薄板(冷却5-6h)。优化:延长退火段,设补温烧嘴(800℃过渡),缓冷风机循环风精准控温。科达洁能专利优化预热/烧成/冷却段比例,提升固废氧化分解均匀性。
6.2隧道窑:冷却慢(10-12h),厚板加工性能优,但占地大、产量低。适合高附加值产品。
6.3新型窑炉:宽体窑、日产2000m²,微波辅助烧成(解决能耗>10万元/天问题)。韩复兴建议干法制粉+微波,降低流动资金压力。
6.4通用:烧嘴布置(预热段16%、中高温段82%),烟气循环,热平衡计算降低单位热耗10%以上。
7 原料标准化与固废利用
韩复兴强调:原料批量化、均质化、标准化是稳定前提。利用玻璃废料(张鑫)、煤矸石(张祥飞)、陶瓷抛光渣、粉煤灰等,掺量50-82%,实现资源化。
工艺:球磨过100目,化学成分检测(SiO₂、Al₂O₃、碱金属控制膨胀系数)。微纳米技术+分析仪保证批次一致,减少质量事故。
优势:成本降、环保好、颜色纯白(超白低温)。
总结与展望
发泡陶瓷烧成优化,聚焦低温、慢退火、均匀发泡。通过玻璃废料低温工艺、MnO₂/Na₂B₄O₇助剂、精确窑炉设计、原料标准化,可解决三大难点,单位能耗降30%以上,产品性能稳定,加工合格率>95%。企业应结合自身窑型与原料,开展配方-制度-装备集成创新,发泡陶瓷的烧成优化是一个系统工程,不能仅依赖单一手段。未来的发展方向将聚焦于低温快烧、强韧化设计和智能化控制。通过原料创新降低烧成温度,通过退火理论指导冷却制度以提升产品加工性能,并借助数字化工具(如爱牧温度记录仪)实现对烧成全过程的精准感知与调控,是突破当前产业困境、实现高质量发展的必由之路。

参考文献
[1] 邓波, 吴至勇, 袁细宝, 汪海应, 乔富东. 发泡陶瓷工艺难点及解决方案[J]. 佛山陶瓷, 2026(2): 29-32. (佛山市创瓷窑炉有限公司, 广东佛山市陶瓷研究所控股集团有限公司)
[2] 韩复兴. 关于发泡陶瓷的一些答疑[J]. 佛山陶瓷, 2025(6): 181-182. (专家门诊专栏)
[3] 张鑫, 刘文婵, 刘文涛, 马镇耀, 王哲, 钟路生. 一种超白低温发泡陶瓷的实验研究[J]. 佛山陶瓷, 2025(2): 9-11. (科达制造股份有限公司)
[4] 张祥飞, 娄广辉, 张梦真, 尹蕊, 李静, 张碗玉, 张艺升. 以MnO₂为发泡剂、Na₂B₄O₇为助熔剂制备煤矸石基发泡陶瓷的研究[J]. 硅酸盐通报
[5] 中华人民共和国建筑工业行业标准. JG/T 511-2017 建筑用发泡陶瓷保温板[S]. 北京: 中国标准出版社, 2017.
[6] 国家知识产权局. 一种低温快烧发泡陶瓷保温板的制备方法: CN110511038A[P]. 2019. (公开于CNKI专利数据库, 用于说明发泡温度窗口控制)
[7] 国家知识产权局. 一种发泡陶瓷窑炉冷却装置: CN211204879U[P]. 2020. (用于说明退火段优化设计)
[8] 中国知网(CNKI)及国家知识产权局专利数据库公开文献. 发泡陶瓷烧成工艺优化相关论文与专利(2020-2026年检索结果, 包括微波辅助烧成、固废高值化利用、辊道窑/隧道窑温度制度优化等).